
Hide
DESCRIPTION
hide
Hide
of the
CONSETT IRON WORKS
Part 4
STEEL ANGLES, &c.
General Description.-Five years ago, the Company decided to meet the requirements of shipbuilders by supplying them with angles and other sectional steel, in addition to plates, and accordingly looked about for a suitable site for the erection of the necessary plant. The ground to the north of the General Offices was rugged and uneven, and of a very unpromising character for the erection of works thereon. Heaps of slag and other refuse had been deposited here and there, from time to time, and in some places there was an inequality of upwards of thirty feet. However, no other site being so conveniently situated, it was finally adopted, and the task of excavating and building commenced. In some places the slag had to be quarried to a depth of thirty-five feet, massive retaining walls were built where needful, and hundreds of thousands of cubic yards of non-combustible material had to be filled in to bring the floors up to a proper level.
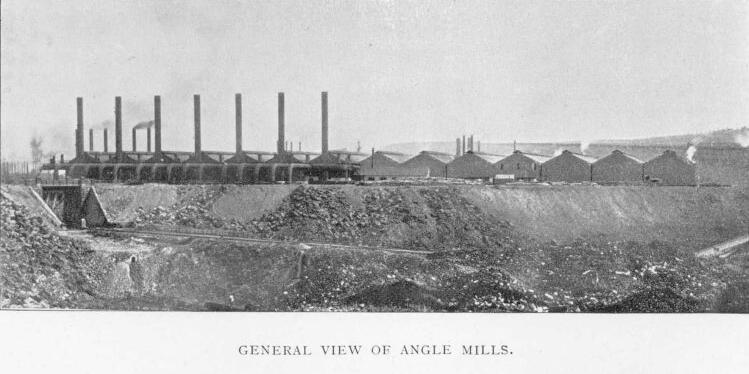
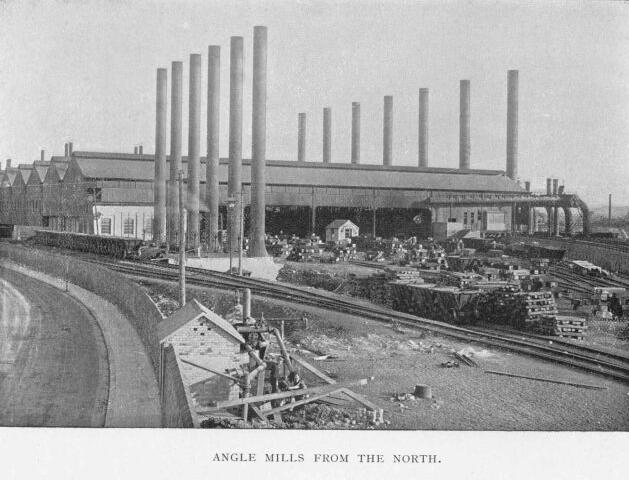
The new Angle Mills occupy an area of about 16 acres, and consist of fifteen blocks of gas producers, seven melting furnaces, a 45-in. cogging mill and bloom cutting shear, and three mills for the production of angles, tees, bulbs, channel and girder sections, round and square bars, &c. Two of the angle mills are 32-in. and 22-in. respectively, and the third is a 12-in. angle and guide mill, all with their necessary engines, together with live roller gear, billet, skids, heating furnaces with boilers attached, hydraulic plant, fitting and smiths' shops, roll turners' shop, overhead cranes, hot sawing machines, billet and scrap cutting shears, bar banks fitted with bar skids, loading gullet, and the other needful accessories, the plant being designed for a production of 1,500 tons of angles, bars, &c., per week. The melting shop and mills are protected by a lofty iron roof of fourteen bays, each 50-ft. span, and cover about four acres of ground.
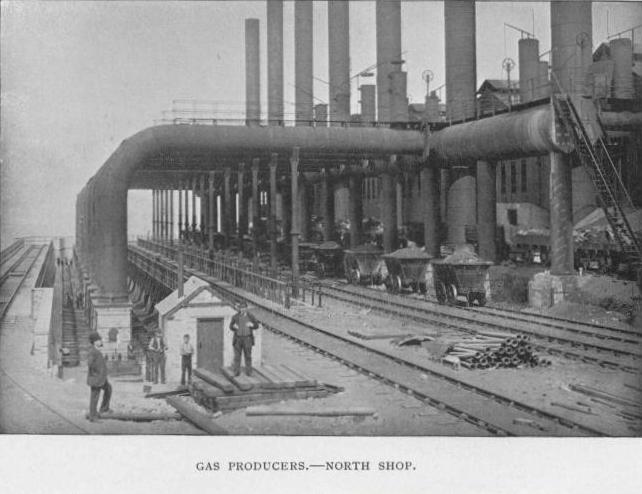
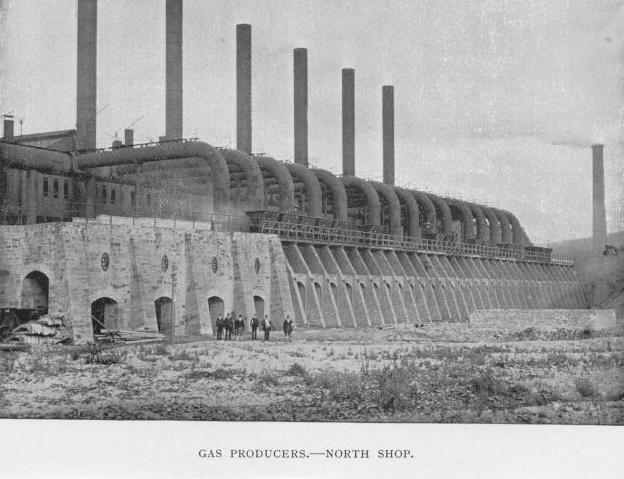
Gas Producers.-These are of the Siemens type, and are provided with two lines of coal bunkers at the top, one on each side, and the whole having railway connections, so that the coal may be brought in from the north or south without shunting. The ashes are filled from the fire-hole level into chaldron wagons, and hauled by locomotive power through deep gullets designed for this purpose. Along the top of the producers, and within easy reach of the bunkers, are the hoppers, the coal being fed by hand labour. The gas is taken off at the top of the producers, and passes through tubing to a longitudinal receiver. The whole of the tubing for the gas uptakes, and also that for conveying gas to the furnaces, is above ground, and is supported by strong columns. All the tubes are of large diameter, and are made from Siemens mild steel plates, lined out with brick.
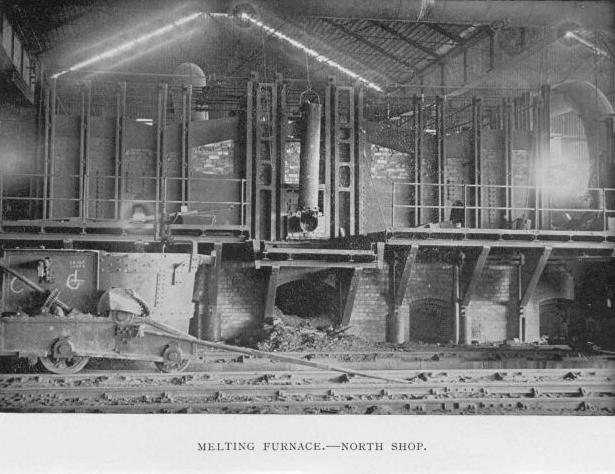
Melting Furnaces.-Seven Siemens-Martin melting furnaces are parallel with the gas producers, and so separated from them that ample room is left for railway communication between the Consett Works on the south, and the Tin Mill on the north. Each furnace is of 25 tons capacity, and strongly cased in cast and wrought iron, the whole being bound together by strong tie bolts and rails. The charging platform is formed of cast iron plates, .laid on rolled joists and built girders, all firmly bolted together, and making one continuous floor. A chimney is provided for each furnace, and all the chimneys are kept outside the roof, so as not to occupy platform space. The railway for supplying the pigs runs parallel with the outer edge of the platform, at a lower level, and is under the general mill roof, and in easy communication with the blastfurnaces. The valve chamber is of large dimensions, giving ample room for walking round the valves, and leaving sufficient space for a railway, which runs the full length of the chamber, and is used for taking in and out the necessary material. The regenerative chambers, also, are of large capacity, and they are firmly held together by rolled joists and wrought iron tie bolts. All the gas and air valves are formed with large areas, the cases being made from Siemens mild steel plates and lined with bricks. The casting pit runs parallel with and extends from end to end of the furnaces. All these latter have their own casting carriages. and ladles,. and there are extra ladles for re-lining purposes. The casting pit is served by two locomotive cranes, as in the East and West shops. On being taken .from the casting pit, the ingots are placed vertically upon specially designed bogies, in which they are taken to the cogging soaking furnaces without being allowed to touch the ground.
Sand and manganese depots are provided at the south end of the melting furnaces, and in close proximity is a gas furnace for heating them. The seven melting furnaces are covered, by even bays of pitched roofing, each 50-ft. span, and carried on cast . iron columns. The roof columns are so arranged that the pit cranes can haul or swing uninterruptedly. The whole of the roofing of ;the melting furnaces and mills is formed of fourteen bays of 50-ft. span each, made from wrought iron and steel, and slated, the whole being made and erected by the Teesside Iron and Engine Works Co., Middlesbrough. The ingot producing capacity of this range of melting furnaces is upwards of 1,500 tons per week.
45-Inch Cogging Mill.-This is driven by a pair of geared high-pressure non-condensing engines, cylinders 45-in. diameter by 5-ft. stroke, geared as 2 is to 1, fitted with piston valves and Allan's link motion, and comprises one stand of roll housings, and one stand of pinions, seated upon strong cast-iron bed-plates. The pinions and coupling, boxes are all of Siemens cast steel. The mill is fitted with steam screwing gear; hydraulic balance gear for top roll and breast rollers, and hydraulic tilting gear for edging or traversing the blooms into any position.
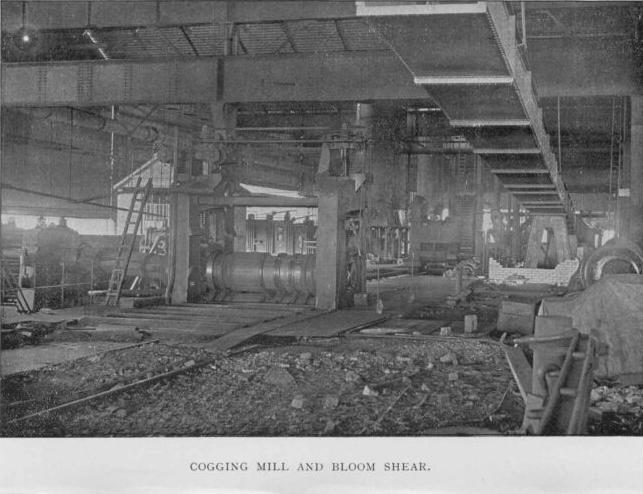
The cogging mill, with live roller gear on each side, is designed for dealing with slabs or billets, and is so placed opposite the melting furnaces that the ingots can readily be taken from thence to the cogging heating furnaces, without appreciable loss of initial heat. These furnaces are five in number, of the horizontal type, coal fired, and each arranged to work through a vertical boiler. Hydraulic charging and with-drawing machines are designed in such a way that ingots up to five tons in weight can readily be dealt with. Space is left close to the cogging mill for vertical coal heated furnaces, if it should be decided to adopt them. The cogging mill and engines were made and erected by Lamberton and Company, of Coatbridge. Directly in front of the cogging mill, and about 75-ft. distant, is a large billet shear, made to cut slabs or billets, (capable of cutting blooms 30-in. by 12-in.), fitted with a pair of powerful reversing engines, with cylinders 26-in. diameter by 2-ft. 6-in. stroke, geared through steel gearing as 20 is to 1. A range of live roller gear is placed on either side of the shear, a portion on the receiving side being balanced by hydraulic power, and that on the delivery side supported on spiral springs, the receiving and delivery frames being driven by separate engines. The shear was made and erected by Buckton and Company, of Leeds.
The 32-Inch Angle Mill is driven by a pair of reversing high-pressure non-condensing engines, with cylinders 54.-in. diameter by 4-ft. 6-in. stroke, coupled direct to the mill by an inside crank shaft and steel couplings fitted with piston valves and Allan's link motion.
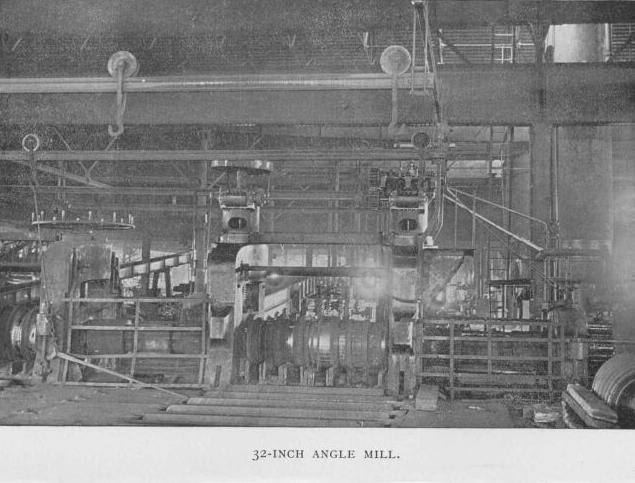
The mill, which is about 125-ft. distant from the bloom shear, has one stand of pinions, one stand of roughing, and one stand of finishing rolls, all coupled through steel boxes and spindles, while provision is made for an additional third stand of rolls for meeting the rolled joist and girder trade. The top roughing roll is fitted with steam screwing gear above, and hydraulic balance gear below. On the receiving and delivery sides of the mill, live roller gear is provided, driven by vertical reversing high pressure engines; and there are also inclined shoots, mounted upon strong wrought steel columns, along which the bars are driven while being rolled, clear of all mill floor operations. On the receiving side is also fitted a bar skid for taking over the blooms from the roughing to the finishing rolls. Live rollers are placed on the finishing side leading to the billet shear, with two steam circular sawing machines, properly spaced for dealing with bars up to 280-ft. in length or more.
Parallel with this is a system of relief live rollers for the purpose of distributing the bars to the best advantage over the bar bank. The mill is designed for rolling off purposes, and with this end in view, it is placed directly in a line with the bloom shear and cogging mill. Two horizontal, re-heating, coal-fired furnaces are provided to meet emergencies, each fitted with a vertical boiler and hydraulic charging and with-drawing machinery. Near the two heating furnaces, and between the bloom shear and 32-in. mill, are placed a hydraulic billet lift and delivery frame. In this way billets are lifted very expeditiously and placed upon the charging bogie, without the use of a crane, and with very little loss of time. The space behind the mill is laid out for the erection of punching, straightening, drilling and cold sawing machines, &c. The driving engines, mill, live roller, and skid gear, were all manufactured and erected by Miller & Co., of Coatbridge.
22-Inch Angle Mill.-This is also driven by a pair of reversing high-pressure non-condensing engines, with cylinders 40-in. diameter by 4-ft. stroke, coupled through steel boxes and spindles in the same manner as the 32-in. mill. It comprises one stand of pinions, one stand of roughing, and one stand of finishing rolls, with live roller gear on the receiving and delivery side, and an inclined shoot on the receiving side only. The live roller gear leads from the mill to the billet shear and steam circular sawing .machine, and on a line with these is a relief live roller frame for distributing the rolled bars, as in the 32-in. mill. The mill is designed either as a rolling-off or re-heating mill, and for this purpose there are conveniently placed four horizontal coal-fired furnaces with vertical boilers, and hydraulic charging and with-drawing gear attached. The two reheating furnaces for the 32-in. mill may also be worked in connection with this mill when necessary. The billets are taken from the end of the bloom shear delivery table, direct to the re-heating furnaces by means of a rope skid, and are lifted on to charging bogies by means of a 3-ton steam locomotive crane, which may be likewise used for stocking billets. In rolling off, the billets are taken direct from the bloom shear by means of the rope skid, and delivered automatically on to the live roller frame, along which they are taken straight to the roughing rolls without manual labour.
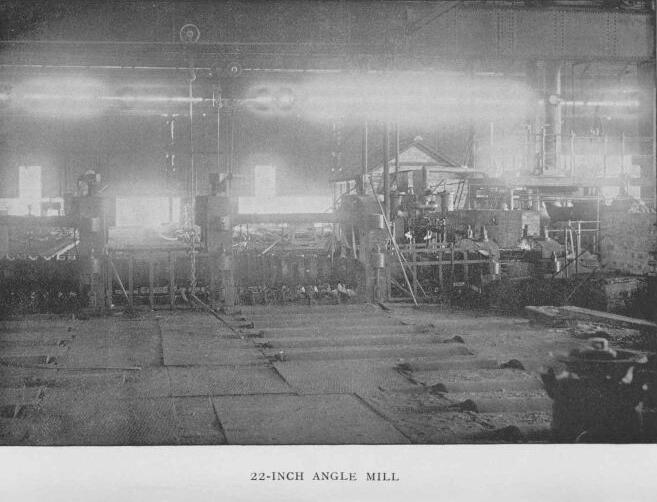
Lamberton & Company made and erected the engines and mill, while the billet skid and engines were constructed by the Grange Iron Company, Durham.
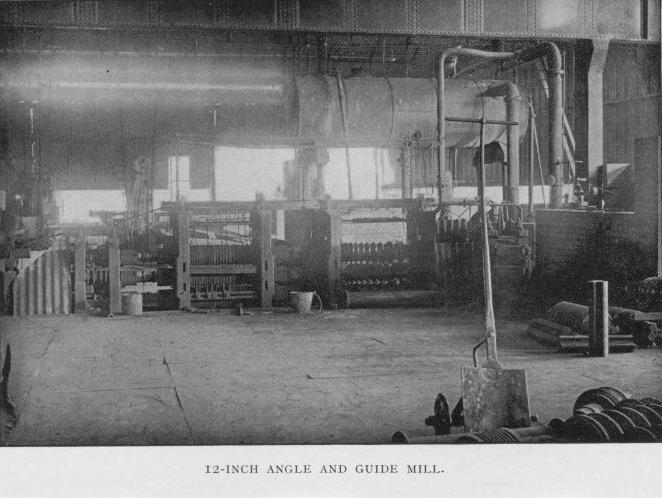
12-Inch Guide Mill.-This is driven by a high-pressure non-condensing fly wheel engine, with cylinder 30-in. diameter by 2-ft. 6-in. stroke, fitted with piston valve and governor gear, and consists of one stand of pinions, one stand of roughing, one stand of finishing, and two stands of guide rolls, all coupled through steel boxes and spindles. A steam circular sawing machine and billet shear are likewise provided. This is a re-heating mill, and two furnaces are conveniently placed, with stack boilers attached. The 12-in. and 22-in. mill furnaces are so near that they may be used to either mill as required. The exhaust steam from the engine goes into a hot water tank, which is erected quite close to it for boiler feeding purposes.
Miller & Company, of Coatbridge, made the engine; the mill was erected by Taylor & Farley, of West Bromwich; while Evans & Sons, of Wolverhampton, made the boiler , pumps.
Overhead Cranes.-The cogging mill is served by a 25 ton overhead square shaft steam crane ; and a second overhead crane, of 15-tons capacity, with boiler attached, traverses the three angle mills and roll turning shop, these being all in one line. The cranes were made and erected by Booth Brothers, of Rodley, and are carried upon wrought steel built girders, of the box type, made and erected by Shewell & Company, of Darlington.
Roll Shop.-This is placed at the end of the 32-in. mill, and contains three powerful lathes, each driven by its own engine. Rolls may be sent from lathe to mill or stock, or from mill and stock to lathe, as the case may be, without any trouble. The lathes were made by Perry & Sons, of Bilston.
Hydraulic Plant.-Two sets of Worthington high-pressure pumps, one accumulator and tank, with automatic governor gear attached, are provided, all being placed compactly upon massive foundations, and working to a pressure of 700 pounds to the square inch. One set of pumps is sufficient for working the plant, but the second set is always kept ready for emergencies. This plant is the manufacture of Tangyes, of Birmingham.
Boilers.-There is a battery of twelve Lancashire boilers fired by Proctor's Automatic Stoking Gear. They are arranged in pairs, and work through six iron chimneys lined with brick. Foundations have been put in, and coal bunker provision made, for six additional boilers. The mill furnace boilers are of the vertical type, with one internal flue fitted with cross tubes, and they stand upon cast iron columns, so that the furnace necks are conveniently taken between the columns, towards the boilers. All the Lancashire and mill boilers are designed to carry 100 pounds per square inch, and in daily working they are pressed to 80 pounds. All the steam pipes from 9-in. diameter upwards are made from Siemens mild wrought steel in lengths up to 16 ft., welded from end to end, with solid flanges contracted and rivetted on. The boilers, steam and feed pipes, are covered with a non-conducting material, all secured by canvas binding neatly stitched on. The Lancashire boilers were made by Adamson & Company, of Manchester; and the mill boilers by Foster & Sons, of Preston; the steam pipes were made by Thomas Piggott, Birmingham; while the Fossil Meal Company supplied the boiler and pipe covering.
Live Roller Gear, Billet Sheers, and Hot Sawing Machines. As previously described, a complete system of live roller gear is arranged between the bloom shear and the 32-in. mill on the receiving side, and also on the delivery side as far as the first and second saws, the first saw being 175-ft. from the mill and the second one 275-ft. A similar system is attached to the 22-in. mill, with high-pressure reversing driving engines, shafting and mitre gear complete for the three systems, and all made by Taylor & Farley, of West Bromwich. One vertical billet scrap cutting shear for the 32-in. mill, and a similar shear for the 22-in. mill, arranged with improved stop motion. and falling tables, were made and erected by Buckton & Company, of Leeds, which firm also made a smaller machine for the 12-in. guide mill, but without a falling table. The two circular sawing machines for the 32-in. mill, and that for the 22-in. mill, have each 5-ft. saws; that connected with the 12-in. mill is 3-ft. 6-in., and being specially arranged for fish plate cutting. The machines are of the vertical type, and the saws are hung in pendulum frames actuated by hydraulic power. All the saws were made by Davy Brothers, of Sheffield.
The Bar Bank is arranged at the south end of the Mills, one-third being covered by the roof. Bar skidding gear is provided, worked from the driving engine through shafting, and the friction cones being set in motion by hydraulic rams.

The arrangement is such that one range of skids may be working independently of another, and in either direction; and this system is adopted at Consett in preference to that whereby each range of skids is supplied with its driving engine, such an arrangement interfering with loading operations. The loading on the bank is done by two 3-ton steam travelling cranes, having 30-ft. jibs, each driven by one man.
The bar bank skidding gear was made and erected by the Teesside Iron and Engine Works Company, and the two cranes by Thomas Smith, of Rodley. In making this bar bank, a large retaining wall had to be built on the north side of the road leading from the Company's General Offices to the Slag Bridge, where it is 30-ft. above the level of the road. Not far from this bridge a buttress is inserted, so that at any future time a bridge may be thrown across the highway. In completing this scheme, the workmen's cottages now forming Staffordshire Row will be pulled down, a second retaining wall built parallel with the south side of the road, and the ground beyond all levelled up, which will give increased facilities for the loading and stocking of bars. The excavating, concreting, and brick and mason work, connected with the mills, were mostly carried out by contract with Mr. T. D. Ridley, of Redcar. The whole of the new Angle Mill plant was designed by the Company's mill engineer, Mr. James Scott.
OCR by Ken Postle, Ottawa, Canada
August 2001.